The national standard only defines the surface waviness, but there is no corresponding detection and measurement method. In the actual production process, it is mainly controlled by visual inspection and ring gauge inspection. In the past two years, different degrees of visible corrugations have appeared in the taper surface of the shaft. Figure 1 shows the qualified shaft with no visible corrugation on the taper surface of the shaft. Figure 2 shows the unacceptable shaft of the rotating shaft taper surface that can directly visualize the severe corrugation. 1. Analysis of the causes of ripple Grinding surface corrugations is a common grinding surface quality defect, which is due to the vibration of the machine tool, workpiece, and grinding wheel system during the grinding process. The surface is formed with a certain period of high and low fluctuations. Surface corrugations are generally not visible when the accuracy, stiffness and other cutting conditions of the machine are good. The specific causes of the ripples are as follows: (1) Factors of the grinding wheel The characteristics of the grinding wheel of the 1 grinding wheel have a great influence on the surface waviness of the part. Because of changes in the surface characteristics of the grinding wheel, it causes a change in the grinding resistance, which is one of the factors causing the vibration. The motor shaft is generally made of alloy structural steel materials such as 40CrNiMoA and 35CrMo. After quenching and tempering treatment, the hardness reaches about 300HBW. The grinding wheel is usually made of white corundum, brown corundum and chrome corundum. The process used for the motor shaft is rough and fine grinding in one setup. Therefore, it is necessary to select a grinding wheel with appropriate particle size and hardness. 2 Unbalance of the grinding wheel The imbalance of the grinding wheel will cause the system to vibrate and cause the parts to corrug. 3 grinding wheel becomes dull In the grinding process, the grinding speed of the grinding wheel is different because the bonding strength is inconsistent, and the speed at which the abrasive grains fall off is also different. When the grinding wheel is combined with the strong strength, the abrasive grains are not easily peeled off, resulting in partial passivation. The grinding wheel itself naturally forms a corrugated state, which causes vibration during the grinding process. (2) Factors of the workpiece During the grinding process, the inertial force caused by the unbalanced amount of the rotating shaft greatly affects the vibration of the machine tool system. The main reasons for the imbalance are: 1 The workpiece heat treatment is not in place, and the residual stress causes the shaft to bend and deform. 2 The shape of the part is irregular, and the keyway has been machined to make the taper surface discontinuous. (3) Factors of the operation method 1 Grinding depth and feed rate too large When the cutting amount is too large, the grinding resistance is large and the amplitude of the grinding wheel shaft increases. At the same time, the grinding wheel is also easy to passivate quickly, which exacerbates vibration. 2 Cooling is not enough. An important function of the grinding fluid is to wash away a large amount of abrasive grains and metal powder generated during the grinding process, so as to prevent the grinding debris from clogging the grinding wheel. During the grinding process, the grinding fluid must be adjusted to the appropriate water pressure and fully filtered or sand ash separated to ensure the cooling and rinsing performance of the grinding fluid. (4) Equipment factors The cause of ripples during the grinding of the taper surface is also the excessive clearance of the tailstock sleeve of the machine and the excessive temperature of the hydraulic oil. The specific analysis is as follows: 1 The gap between the grinding wheel spindle and the bearing bush is too large. During the grinding process, the grinding wheel spindle rotates at a high speed. The maximum linear speed of the grinding wheel is 35m/min (the diameter of the grinding wheel is 700mm). The spindle of the precision grinding machine can usually be operated under oil pressure. maintain balance. However, if the matching clearance of the main shaft is too large, the wedge-shaped oil film is difficult to form or stably maintain, and it is difficult for the main shaft to maintain a true balance, resulting in radial vibration of the main shaft. The contact ratio between the three-valve and the main shaft can be adjusted by the coloring and scraping method, and the gap between the grinding wheel main shaft and the bearing bush can be adjusted to 0.0025 to 0.005 mm, so that the workpiece can be corrugated during grinding. 2The influence of the tailstock clearance on the corrugation There is inevitably a certain gap between the tailstock and the spindle head. The grinding wheel intermittently grinds the workpiece. When the gap between the tailstock and the spindle head is large, the surface of the workpiece appears. See ripples. 3The effect of hydraulic oil temperature The grinding machine we use is one In Japan, the precision grinding machine produced in 1986 was in the form of hydraulic floating support. The stability of the worktable depends on the variety and quality of the hydraulic oil. Although special hydraulic oil has been used in summer, when the temperature is high, the temperature of the hydraulic oil rises rapidly, the viscosity decreases rapidly, and the stability of the table becomes worse. Under the action of the grinding force, the table will produce micro Vibration, which may cause ripples on the ground surface. Next page Flexible Hose,Faucet Hose,Bathroom Metal Hose,Braided Plumbing Hoses kaiping aida sanitary ware technology co.,ltd , https://www.aidafaucets.com
Effectively controlling the waviness of the taper surface of the motor shaft not only improves the surface contact rate and contact stiffness of the taper surface, but also improves the physical and mechanical properties of the surface of the shaft, increases the wear resistance of the workpiece, and improves the contact fatigue strength of the workpiece. 
Figure 1 No visible ripple on the ground surface 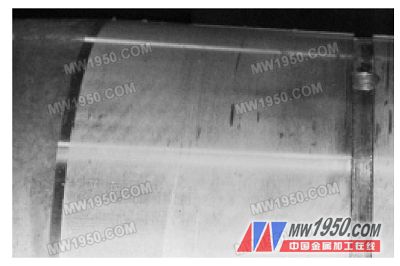
Figure 2 Straight, oblique corrugation produced by the grinding surface