Figure 1 Parts drawing Through analysis, it should be considered from the following aspects: 1 The number of processes should be reduced to minimize the accumulation error between processes. 2 The slot die should focus on the strength and stability of the punch. 3 Bending forming should be changed to one-time forming to ensure the dimensional accuracy of the parts. 1. Improved design and manufacturing solutions In view of the above situation, according to the minimum punching value of the material and the minimum hole margin of the blanking part, it is decided to change the original 8 processes into 3 forming processes: 1 using the blanking punching composite die. 2 The curved ribs are used to punch the composite mold. 3 U-shaped transverse bending mode is used. 2. Blanking and punching composite die The mold is a flip-chip composite mold (see Figure 2). The upper mold adopts the push rod to discharge, and the punching waste is leaked from the convex and concave mold in the lower template hole, and the working principle is the same as that of the ordinary mold. In the design, considering the strength and stability of the punches 16, 19, three measures are taken in the structure: 1 improve the matching precision of the top piece 14 and the die 15 and the punch 16, and select a small clearance fit of H7/f6, The top member not only functions as a top member but also functions as a punch sheath and guide. 2 In order to achieve the processing precision, the top member 14 steps are inlaid and riveted, and can be cut by wire. 3 The punch 16 is formed by direct wire cutting of a high speed steel square blade, and the fixing method thereof is shown in FIG. 3. Bending rib grooving composite die (1) Mold structure and working process The upper mold of the composite mold (see Fig. 4) is different from the general four-column elastic discharge unloading form, and a cylindrically guided elastic pressure discharge structure is designed. The guide sleeve discharge plate 15 and the spring washer 14 are coupled by a cylindrical pin 13, and a long hole is formed in the upper die pad 12, and the punch fixing plate 16 is coupled with the upper die pad by screws. The die fixing plate 3 is higher than the die 2, and can fix the lower die and the positioning function of the workpiece. When working, the upper die descends, and the guide sleeve unloading plate 15 presses the workpiece under the action of the spring 9. The bending embossing punch 4 first bends the workpiece into a 90° angle, the slider continues to descend, and the punch 5 contacts the workpiece to start punching. The groove is then embossed. Figure 2: Blanking and punching composite die assembly drawing 1. Lower die seat plate 2. Unloading screw 3. Rubber 4. Stop material 5. Block pin Next page The COVID-19 Antigen Saliva Test kit is a lateral flow immunoassay intended for the preliminary screening and qualitative detection of nucleocapsid protein antigen from severe acuterespiratorysyndrome coronavirus SARS-CoV-2which causesthe Coronavirusdisease(COVID-19),in direct saliva sample from individuals suspected of coVD-19 by their healthcare provider within the first seven days of symptom onset.The COVID-19 Antigen Saliva Test kit is for professional use only and is intended to be used as an aid in the diagnosis of SARS CoV-2 infection. saliva antigen rapid test kit,antigen test saliva,antigen saliva test kit,rapid antigen saliva Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yongyuelab.com
Our unit has undertaken a small stamping and bending part of a factory as shown in Figure 1. The part is made of 1Cr18 Ni9 Ti stainless steel. The intermediate hole and two 0.8 mm wide grooves are used to adjust the screw after screwing into the M2 screw hole. Loose. The U-shaped angle of 2.4 mm is required to be less than 90°, and the distance from the center line to the curved edge of the M2 tap hole is ![]() . If single-step mold production is used, the process procedure is: blanking→punching→punching→leveling→bending→pressing rib→bending right angle→bending U shape a total of 8 processes. The process is not only low in work efficiency, but also difficult to ensure quality, especially when the punching die is easy to break when punching stainless steel. The surface of the 08F material can be replaced by chrome plating, but the material is inelastic, and the adjusting screw is easy to loosen after being screwed into the M2 screw hole.
. If single-step mold production is used, the process procedure is: blanking→punching→punching→leveling→bending→pressing rib→bending right angle→bending U shape a total of 8 processes. The process is not only low in work efficiency, but also difficult to ensure quality, especially when the punching die is easy to break when punching stainless steel. The surface of the 08F material can be replaced by chrome plating, but the material is inelastic, and the adjusting screw is easy to loosen after being screwed into the M2 screw hole. 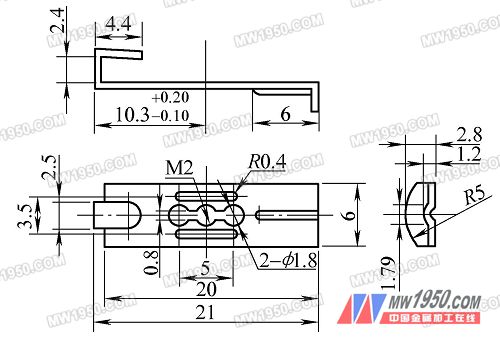
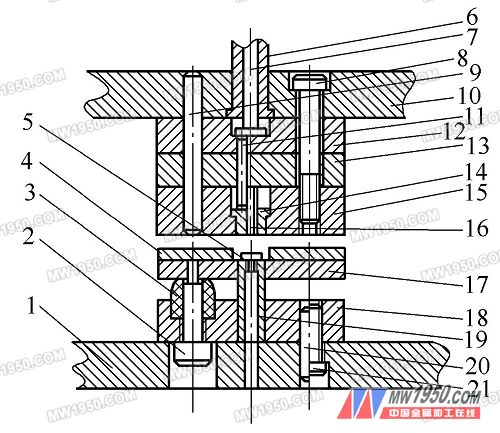
6. Mold handle 7. Dip rod 8. Screw 9, 20. Pin 10. Upper die plate
11.Putter 12. Upper die pad 13. Punch fixing plate 14. Top piece 15. Die
16. Punch 17. Discharge plate 18. Male and female mold fixing plate 19. Male and female mold 21. Screw
SARS-CoV-2is anenvelopedsingle-stranded RNAvirus ofthe Baenus COVD-19 is an acute respiratory infectious disease. People are generally susceptible.Currently. the patients infected bytheSARS-CoV2are the main source ofinfection:asvmptomatic infected peope car also be an infectious source Based on thecurrentepidemiologica investigation, the incubation period is 1to 14 daysmostly 3to 7 days The main manifestations include feverfatigue and drycough.Nasa congestion, runny nosesore throatmyalgia and diarhea are found in a few cases.
Results are for the identification of SARS-CoV-2 nuceocapsid protein antigen. The SARS-CoV-2 antigen is generally detectable in upper respiratory specimens during the acute phase ofinfectionPositive results indicate the presence of SARS-CoV-2viralantigenshowever cinicai corelation with patient history and other diaanostic information is key to determine status of infection.Positive results don't preclude bacterialinfection or co-infection with other yiruses.eaatveresuts To patients with symptom onset for more than seven days should be treated as presumptive and confirmation with a molecular assayand patient management may be performed according to local regulations as needed.