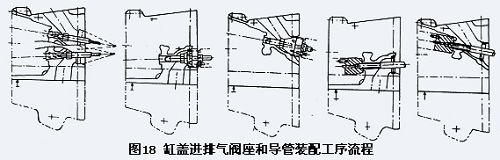
Automated Measurements Automated measurements on automated lines are designed to monitor the quality of the workpiece. In recent years, the automatic measuring system not only has a high working speed and high work due to the shortening of the automatic line tact time, the higher precision of the workpiece to be tested and the measurement under the production conditions. Accuracy, and the ability to withstand strong environmental disturbances (such as chips, dust, coolant vapor, oil, vibration, and temperature) or measurement systems with the ability to automatically compensate for certain disturbances. On the automatic line, automatic measurement can be divided into pre-process measurement and post-process measurement. The pre-machining measurement is to measure the characteristics of the workpiece before the workpiece is processed, and the measurement result is used to adjust the position of the tool relative to the workpiece to be processed, and then the corresponding processing. For example, when milling the bottom plane of the cylinder head, in order to ensure that the depth dimension deviation from each combustion chamber to the bottom plane is the smallest (this deviation directly affects the engine performance), the measurement control milling method is adopted. Before milling, the cylinder head is aligned and clamped in the pallet, and then the depth of each combustion chamber is measured by a plurality of pneumatic measuring heads. The average value is obtained from the maximum value and the minimum value, and then the value is adjusted by the corresponding control. The milling head is then milled relative to the position of the workpiece. In recent years, on the automatic line, 100% inspection and measurement is generally performed after the workpiece is finished. For this reason, the measurement station is set after the finishing station. Figure 17 shows the automatic measurement device for the integrated precision of the cylinder head inlet and outlet valve seat and the conduit hole. The unit uses four pneumatic measuring heads to simultaneously measure four seats and conduits. An annular nozzle having a slit width of about 50 μm is provided on the measuring head of the tapered surface of the measuring seat, and the measuring rod of the measuring catheter hole is also provided with a measuring nozzle. When the mandrel is introduced into the conduit hole at a low speed, the valve seat taper surface is automatically centered and aligned, which is realized by a specially designed rolling bearing, and a certain amount of the measuring head for measuring the geometrical accuracy of the valve seat taper is applied by means of a spring. Fit the force so that the measuring head rests on the tapered surface of the valve seat. When the compressed air is turned on for measurement, it can be determined by the amount of gas discharged from the annular nozzle: Seat cone angle error Seat cone roundness Bounce error of valve seat taper hole When assembling the main workpiece, some need to assemble the individual parts onto the main part before continuing processing. In modern production, such inter-process assembly has been commonly integrated into production systems consisting of automatic or automated lines. For example, the tile cover assembly of the cylinder block, the intake and exhaust valve seat of the cylinder head and the pipe assembly, and the block assembly of the cylinder block and the cylinder head. Figure 18 is a view showing the assembly process of the cylinder head intake and exhaust valve seat and the duct. When assembling, firstly, the seat ring and the conduit are cooled to -160 ° C with liquid nitrogen, and the low temperature shrinking seat ring and the conduit are inserted into the corresponding bottom holes of the cylinder head through the automatic loading device, and then the temperature is The natural rise causes the part to expand, so that the two parts fit securely in the cylinder head. This low-temperature assembly process has the advantage of being energy efficient and ensuring assembly quality compared to conventional processes for assembling valve seats and conduits by heating the entire cylinder head. Sealing test For some workpieces with sealing performance requirements (such as cylinder block, cylinder head and intake and exhaust pipe, etc.), after a certain cutting process on the automatic line, a sealing test is required to prevent the unqualified workpiece from entering the next one. Processes that affect product performance. The seal inspection of the workpiece can be incorporated into the automatic line or in the automatic line system, generally depending on the length of the automatic line beat. LED Fiber Garden Reed Lights,Outdoor Scenic Spot Lawn Lights,Led Fiber Reed Lights,Outdoor LED Reed Lights Sichuan Kangruntengpu Photoelectric Technology Co., Ltd. , https://www.kangruntoplighting.com
Previous page 1 2 3 4 5 Next page