Abstract: This time, the EVA (copolymer of ethylene and vinyl acetate) undergoes aging and discoloration during the reliability test, aging mechanism, and the impact on the power of solar modules. Keywords: EVA discoloration aging solar modules I. Introduction With the world's energy crisis intensifying, renewable energy is a clean energy that can be recycled, and it is the ultimate energy choice to meet the needs of sustainable development of human society. Photovoltaic solar power generation is currently the most promising development prospect. Various countries have also launched photovoltaic projects. The “China PV Development Report†jointly issued by the China Resources Comprehensive Utilization Association Renewable Energy Professional Committee pointed out that China’s solar photovoltaic power generation industry has great development potential. If it can obtain stable government support, it can predict : By 2030, the installed capacity of China's solar photovoltaic power generation will reach 100 million kilowatts, and the annual power generation capacity will reach 130 billion kilowatt-hours, equivalent to the construction of more than 30 large-scale coal-fired power plants. The research results of various research institutions in the world have shown that in the coming decades, the main source of electricity is photovoltaic power generation. At present, the raw materials of China's photovoltaic products mainly rely on imports, and 90% of the products are exported to foreign markets such as Europe, the United States, and Japan. Although China is facing a huge photovoltaic market, there is still a long way to go in domestic raw material technology. When the solar cell module is used outdoors, the performance of the EVA material in the solar module affects the conversion efficiency of the solar cell and even prematurely invalidates the lifetime of the solar module. Second, EVA film EVA's main components are ethylene and vinyl acetate copolymers, EVA has excellent flexibility, impact resistance, elasticity, optical transparency, low temperature flexing, adhesive, environmental stress crack resistance, weather resistance, corrosion resistance, heat Density, tightness and electrical properties. The performance of EVA depends mainly on the molecular weight (which can be expressed in melt index MI) and the content of vinyl acetate (in VA). When MI is constant, the content of VA increases, and the elasticity, softness, adhesion, compatibility, and transparency of EVA increase; the content of VA decreases, and EVA is close to the performance of polyethylene. When the VA content is constant, the decrease in the molecular weight lowers the softening point, and the workability and surface gloss improve, but the strength decreases; and when the molecular weight increases, impact resistance and stress cracking properties can be improved. At present, the main domestic manufacturers of Photovoltaic Modules EVA film are Hangzhou Foster, Dongguan Yonggu, Taiwan Yang Yi, foreign Japan Bridgestone, Mitsui Chemicals, the United States STR and so on. However, as technology continues to innovate, new products will also be available for packaging films for solar modules, such as EPE, currently produced by 3M in the United States. Third, the lamination process: Vacuum laminators are used in solar cell assembly production lines. It is called a solar cell module laminator. No matter what kind of job the laminator is applied to, the working principle is the same. The surface of the high-temperature components is subjected to a certain pressure, and these substances are tightly pressed together. The difference is that the lamination conditions vary depending on the materials of the laminating manufacturers. Component lamination process: Open the lid ┠┠┠┠┠┠┠┠┠┠┠待 待 待 待 待 待 ┠┠┠┠┠┠┠┠┠┠┠┠┠┠┠┠┠┠According to the market's mainstream lamination temperature parameter settings are basically set according to the parameters provided by the EVA manufacturer: Setting the laminating parameters from the temperature point of view The domestic EVA parameters are between 135-140°C, and the imported EVA is between 138-145°C. Temperature is one of the important factors affecting the degree of cross-linking and bonding strength of components. If the temperature is too high, the degree of cross-linking will also increase, and the EVA's flexibility will be less likely to cause defects such as delamination and brittleness. If the temperature is too low, Uncross-linked EVA light transmittance and degree of cross-linking will be reduced. Fourth, the aging mechanism According to the requirements of 25 years of service life of photovoltaic modules, the IEC International Electrotechnical Commission and the United States Underwriters Laboratories have issued test standards such as IEC 61215 and UL 1703 for solar modules. The test requirements for the packaging material EVA film are to maintain the phenomenon of no discoloration and no delamination during the reliability test process such as aging test, ultraviolet irradiation test, and high and low temperature aging test. The so-called discoloration and delamination are caused by the aging of EVA. The EVA encapsulating film is degraded by the effect of thermal oxygen. The EVA film is supplemented with antioxidants, ultraviolet absorbers, light stabilizers, and adhesion promoters. And other additives system, and research found that the degradation of EVA mainly includes two steps: First, the reduction of acetic acid, the second is the oxidation and the main chain breakage. Ultraviolet light has the greatest effect on the aging and discoloration of EVA. It was found in research that pure EVA film contains short α-β unsaturated carbonyl groups and impurities that can act as photosensitizers. In the laminating process below 120°C, the EVA structure undergoes slight changes, but between 135°C and 150°C, the EVA structure will undergo a great change, resulting in a new uv chromophore. Changes in the EVA color reduce the visible light transmittance. Early analysis of data revealed that the reason for the yellowing of EVA was the formation and extension of the C=C conjugate system. However, later studies showed that the discoloration of EVA could not be explained by the degradation of polyvinyl acetate and the production of conjugated olefins. It is very likely that the peroxide crosslinker in EVAN decomposes and reacts with internal anti-aging agents to form chromophores. Fig. 1 and Fig. 3 show that EVA shows discoloration and delamination after thermal cycling from -40°C to 85°C for 1000 hours, from +85°C, 85% relative humidity to -40°C 10 times, and the EVA film of the module is at a high temperature. Degradation under environmental conditions is mainly due to the inadequacy of the additive and synergistic effects between the internal additive systems. Figure 2 shows the 1000h ultraviolet test wavelength in the range of 280nm to 385nm, the ultraviolet radiation is 15kWh·m-2, and the UV radiation with wavelength of 280nm to 320nm is 5kWh·m-2. UV is the main outdoor killer of polymer materials. First, accelerate the aging of the material. Figure 3 shows the phenomenon of yellowing after the wet and cold test. The analysis shows that the light stabilizer can strongly absorb ultraviolet light in the wavelength range of 290-380 nm or the energy of the excited polymer that can effectively quench, or have sufficient energy. Ability to capture free radicals generated by photo-oxidation. However, in fact, the mechanism of light stabilizers is very complex. The same compound can often exert the stabilizing effect of light stabilizers in various ways. Whether or not light stabilizers can be stably added in EVA polymers can even exist in failure, which is the failure of EVA in UV test. main reason. V. Electrical performance test Six conclusions: The discoloration of EVA film is classified as aging, aging is enough to shorten the lifetime of solar modules, and the discoloration of EVA causes the power of the module to accelerate decay. Aging can also cause delamination and even component failure over time. In view of the large number of defects existing in the domestic EVA market at the same time, the sustainability of China's EVA product technology needs to be improved. We also believe that in the national "Twelfth Five-Year Plan" planning of the energy industry, promote energy science and technology innovation and improve energy macro Regulatory system, deepen the energy system reform policy, the future of China's photovoltaic industry will be even better tomorrow. Solar Wall Light,Integrated All In One Solar Light,Solar Led Street Light,Solar Powered Street Lights Jiamei Energy(hongkong) Limited , https://www.jiameilight.com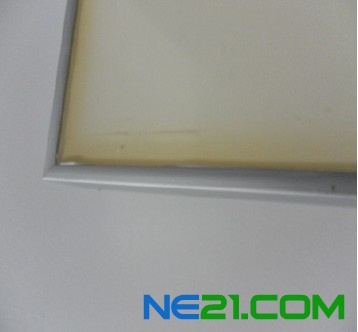
Figure 1 EVA yellows after 1000 hours of thermal cycling 
Figure 2 EVA discoloration after 1000 hours of UV 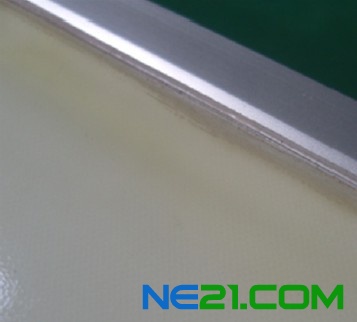
Figure 3 EVA yellowing after wet and cold test 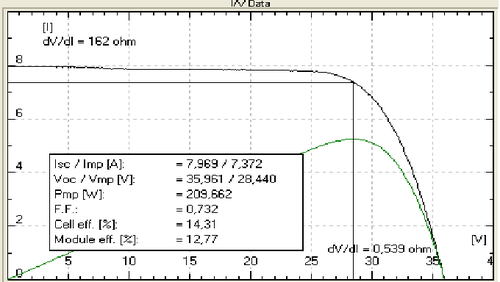
Figure 4 shows the electrical properties of a colorless solar module before testing 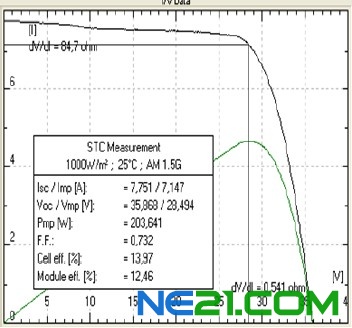
Figure 5 shows the electrical properties of color-changing solar modules after the test
Figure 4 shows the electrical properties of the non-yellowing solar modules before the test. Figure 5 shows the yellowing electrical properties of the solar modules after the test. It can be seen from the data that the EVA has no color change before the test, and the conversion efficiency of the solar cell is 14.31%. After the test, the conversion efficiency of the solar cell EVA color-changing cell decreased to 13.97%, which was mainly due to the decrease of the translucent rate of EVA, and the power naturally decreased. It can be seen that with the passage of time, the quality of the EVA film has a great influence on the service life of the solar module.