WENZHOU DIYE VALVE&FITTINGS CO.,LTD , https://www.diye-valve.com


At the end of 2012, a well-known domestic automobile company independently designed five automobile engines, and the processing task was entrusted to our company, requiring the completion of the trial production task within two months. The author summarizes some of the experience of parallel trial production of five automotive engine blocks. Under the limited equipment resources, how to rationally arrange the process, how to design the tooling, how to select the tool and how to control the quality of the process to achieve maximum The cost savings of the limit ensure the quality of the cylinder processing and the processing progress, so that the peers can refer to the trial production of various automobile engine blocks.
Product introduction and process analysis
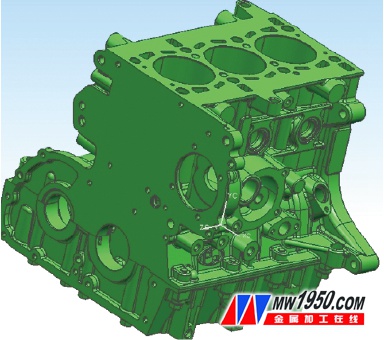
Five engine blocks, three are diesel engine blocks, 1.2L, 1.4L four-cylinder machine, 1.0L three-cylinder machine with balanced shaft holes, the material is cast iron; the other two are four-cylinder gasoline engines, displacement 2.0L and 2.4L, the material is cast aluminum. The three diesel engine blocks consist of a cylinder block and a lower block. The two petrol engine blocks consist of a cylinder block, a lower block and five cast iron bearing caps (see Figure 1 Figure 3).
Figure 1 1.4L engine block
Figure 2 2.4L engine block
Figure 3 1.0L engine block
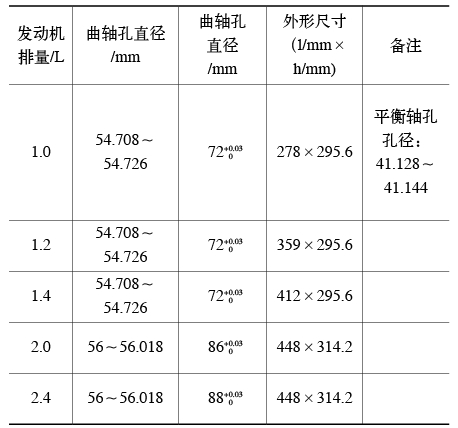
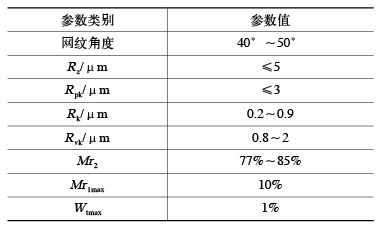
The main technical parameters of the five engine blocks are shown in Table 3 in Table 1.
The five engine blocks are processed by materials, machined surfaces, holes, threaded holes, etc. The six faces of the cylinder block and the lower block and all the holes on the lower block require metal cutting. The main process is milling. Drilling, milling, reaming, boring, tapping, can be done on the vertical/horizontal machining center. The mesh can be formed by honing, and the process of inserting cleaning and leak detection is required in the middle.
The five engine blocks are processed from blank to finished product and need to be completed in two stages. The first stage is the split machining stage of the cylinder block and the lower block. This stage will complete the processing of most of the cylinder block and the lower block. The second stage is the combined processing stage, which mainly completes the finishing of the cylinder bore and the crankshaft hole, the processing of the pin hole on the clutch surface and the positive chamber surface, and the honing of the cylinder bore.
Cylinder bore and crankshaft bore are two key features of the engine block. The hole diameter accuracy and shape tolerance are strict. It needs to be divided into rough machining, semi-finishing, finishing and honing step by step to size.
Although the five engine cylinders have different local structural forms and different feature sizes, the overall structure is roughly the same, and each has a rectangular parallelepiped structure. In addition, the five engine cylinder blocks and the lower cylinder are processed on all six sides to ensure the same processing. The surface of the tool can be shared, in order to reduce the investment of tooling, can be processed by a unified process, but the content can be adjusted accordingly when processing different types of cylinders.
According to the current situation of our company's equipment and the above process analysis, the processing process of five automobile engine blocks is compiled:
(1) Cylinder block machining surface and its upper features → machining cylinder body non-joining surface and its upper features → machining cylinder body side characteristics → machining cylinder body side characteristics → finishing cylinder block joint surface and Upper feature → machine all inclined holes on the cylinder block → cleaning → air tightness check.
(2) Lower cylinder body processing and lower joint surface and its upper features→Processing lower cylinder non-joining surface and its upper features→Processing cylinder body side characteristics→Processing cylinder body side characteristics→Finishing lower cylinder Bonding surface and its upper features → machining all inclined holes on the lower cylinder → cleaning → air tightness inspection.
(3) Cylinder body fitting processing and mixing cylinder→finishing crankshaft hole, cylinder hole and clutch and positive retarding positioning pin hole→honing→checking crankshaft hole and cylinder hole and marking group identification→opening cylinder→leak detection→final cleaning→ Combined with cylinder, oil seal and packing.
Previous 1 23 Next