Paper base Aluminum Oxide Hook and Loop Disc
Paper base aluminum oxide hook and loop discs are one kind of many velcro discs. This kind of velcro discs use D,E grade abrasive base paper as matrix, NBR, phenolic resin as binder, First class aluminum oxide as grain, also called as aluminum oxide velcro discs. Velcro discs are manufactured by complex procedures: pre-coating-make cost - coating -size coat - curing - flexing-molding compound - inspection-and packing procedures, etc. Velcro discs are commonly matched with electrical, pneumatic tools, widely used in wood processing,decoration and etc. This kind of sanding discs have the features of sharp, high efficiency and low cost.
Size: 4" 4.5" 5" 6" 7" 9", Round, Rectangle, Triangle, Iron, Mouse, other special size.
Grit: P24-P1200
Paper Aluminum Oxide Velcro Disc,Paper Aluminum Oxide,Paper Aluminum Velcro Sanding Discs,Paper Aluminum Oxide Velcro Paper Disc Henan Yuteng Abrasives Co.,Ltd , https://www.henanyutengabrasives.com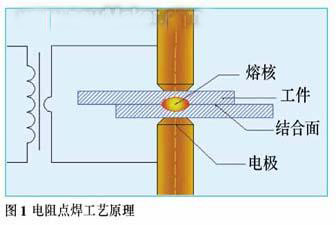


In resistance welding, the workpiece to be welded is pressed between two electrodes, and an electric current is applied to the workpiece. The current of resistance flows through the contact surface of the workpiece and the resistance heat generated in the adjacent region to heat it to a molten or plastic state to form a metal bond. Ways. In spot welding, the workpiece is welded only on a limited contact surface, the so-called "spot," and a flat spherical nugget is formed. Spot welding can be divided into single spot welding and multiple spot welding. For multiple spot welding, more than two pairs of electrodes are used to form multiple nuggets in the same process.
Seam welding is similar to spot welding. During seam welding, the workpiece passes between two rotating disc electrodes (rolling discs) to form a continuous weld joint that laps before and after the welding spot.
Projection welding is a variant of spot welding. Prefabricated bumps on a workpiece. In projection welding, one or more nuggets can be formed at the joint at a time.
During butt welding, the ends of the two workpieces are in contact with each other and are welded together along the entire contact surface after resistance heating and pressurization.
Resistance welding has the following advantages:
1) When the nugget is formed, it is always surrounded by a plastic ring, the molten metal is isolated from the air, and the metallurgical process is simple.
2) The heating time is short, the heat is concentrated, so the heat affected zone is small, and the deformation and stress are also small. Usually, it is not necessary to arrange the calibration and heat treatment steps after welding.
3) It does not require filler metal such as welding wire and welding rod, and welding material such as oxygen, acetylene, argon, etc., and the welding cost is low.
4) The operation is simple, easy to implement mechanization and automation, and improve the working conditions.
5) High productivity, no noise and noxious gas, and can be compiled together with other manufacturing processes to the assembly line in mass production. However, flash butt welding needs to be isolated due to spark splatter.
Resistance welding defects:
1) There is currently a lack of reliable non-destructive testing methods. Welding quality can only be checked by destructive testing of process specimens and workpieces, as well as by various monitoring techniques.
2) Point and seam welded lap joints not only increase the weight of the components, but also result in low tensile strength and fatigue strength due to the formation of an angle between the two plates.
3) Large equipment power, high degree of mechanization automation, high equipment costs, maintenance is difficult, and common high-power single-phase AC welder is not conducive to the normal operation of the power grid. Wear resistance electrodes Along with the development of aerospace, electronics, automotive, and household appliances, resistance welding has received more attention from the society. At the same time, higher requirements have been placed on the quality of resistance welding. Fortunately, the development of China's microelectronics technology and the development of high-power thyristors and rectifiers have provided conditions for the improvement of resistance welding technology. At present, China has produced a good secondary rectification welding machine. Control boxes made of integrated components and microcomputers have been used for new welding machines and retrofitting of old welding machines. Constant-current, dynamic resistance, thermal expansion and other advanced closed-loop monitoring technologies have begun to be applied in production. All this will have the benefit of improving the quality of resistance welding and expanding its application area.