Emergency Exit Sign Combo,Exit Emergency Light Combo,Exit Light Combo,Exit Sign Emergency Light Combo NINGBO JIMING ELECTRIC APPLIANCE CO., LTD. , https://www.jimingemergencylight.com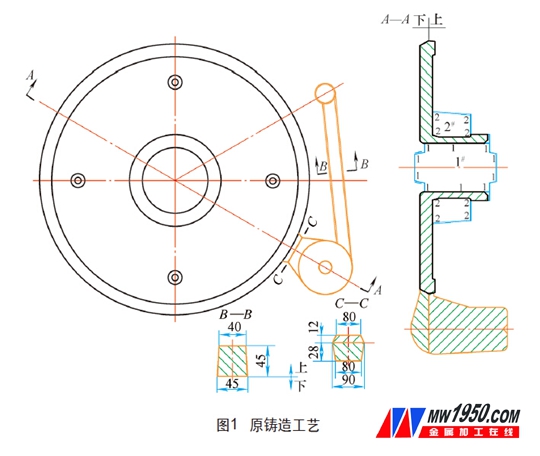
Our company has undertaken the production task of a batch of slurry pump front guard plates of a mining company. After the delivery of the 3 products in the early stage, the user reported that the service life is short, only 800~1000h (generally, the service life should be based on the working conditions) At about 2000h), two of them broke out at the bottom of the water outlet.
1. Introduction to castings
The front guard plate is an over-current component of the slurry pump, which is subjected to fluid impact during operation, and the main force-receiving part is at the water outlet. The maximum diameter of the front plate of the slurry pump produced this time is 900mm, the total height is 250mm, the wall thickness of the water outlet is 30mm, and the maximum thickness of the shield below the water outlet is 50mm. The material of the impeller is high-chromium cast iron. The technical requirements of the product are relatively strict. No riser defects are allowed. The hardness after heat treatment is >58HRC.
2. Original casting process plan
The original casting process plan is shown in Figure 1.
(1) The molding equipment adopts 10t/h continuous sand mixer and alkali phenolic resin sand molding.
(2) The parting surface is selected in the middle part of the guard plate, and the pattern is not divided into molds, and the forming bottom plate is made, and the size is 1200 mm×1200 mm.
(3) The material is KmTBCr26, the casting line shrinkage rate is 2%, and the open casting system. According to the size and shape of the casting, a casting system in which the molten iron enters the sprue and then passes through the runner and is finally introduced into the casting by the side riser is selected. The side riser pressure angle is ≥10° and the height is 300 mm.
(4) The pouring temperature is 1370~1390°C, the pouring weight is about 250kg, and the box is punched 48h after pouring.
(5) After the casting is cleaned, it is quenched and tempered after the riser and the quilt.
3. Analysis of the cause of the fracture
Through user feedback and on-site inspection by our company's service personnel, such front guards do have a short service life and the bottom of the water outlet is broken. There are casting defects such as air holes and shrinkage holes at the break. Usually, the cause of fracture of the casting is mainly due to excessive chemical composition of the molten iron and casting defects. Take the on-site fracture protection plate specimen for chemical composition inspection, and check the chemical composition, w P ≤0.06%, w S ≤0.06%, w Si ≤1.0%, all within the qualified range, excluding the component reasons. Then the initial judgment of casting defects is the main cause of the fracture of the front guard. The internal air shrinkage holes in the castings seriously affect the intrinsic quality of the castings, resulting in a decrease in service life.
(1) The bottom of the water outlet of the front guard plate is a hot joint part, and the side riser is far from the bottom of the water outlet. The iron liquid feeding here is limited. According to the experience, the feeding efficiency of the riser is low, generally about 20%. The internal structure of the hot joint below the water outlet is not dense, and there are shrinkage defects.
(2) The overflow of the highest outlet of the front fender is lacking, and the low-temperature molten iron and gas in the early stage of pouring cannot be discharged in time, thereby causing casting defects such as pores.
(3) Environmental impact, the core absorbs moisture, and the gas is released during the pouring to produce pores. According to the hygrometer, the relative humidity of the production site is 70%-80%.
(4) The arc below the water outlet is small, only R2mm, and the small arc leads to the formation of sharp-pointed sand in the production of the core, which makes the sand-type refractoriness decrease, and it is easy to produce sticky sand hole defects.
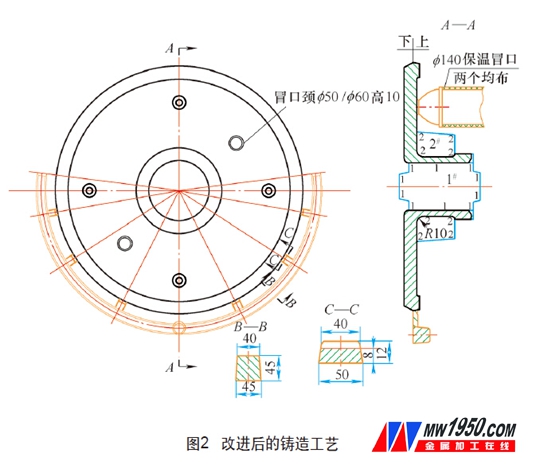
4. Casting process improvement
For the cause of the impeller shrinkage defects, we improved the process, as shown in Figure 2.
(1) Improve the riser system by changing the original one side riser to two top risers, and the two risers are closer to the hot section below the water outlet. Because the top riser has higher efficiency than the side riser, it can better complement the shrinkage.
(2) When the core is made, the grass rope group is placed, and at the same time, the overflow device is opened at the highest point of the water outlet, so that the exhaust function can be better.
(3) Bake at 200 ° C for 1 h with a hot air fan before pouring to prevent sand absorption and reduce the amount of gas generated by the resin sand.
(4) With the consent of the designer, increase the rounded corner below the water outlet to R10mm to avoid the appearance of sharp-pointed sand, which is beneficial to eliminate the hidden defects of casting defects.
5. Production verification
After the improvement of the process, 10 pieces were mass-produced. After ultrasonic testing, the internal structure of the casting was dense. After being delivered to the user, it was verified by use, no fracture problem occurred, and the service life was stable at around 2500 h, which proved that the new process was reasonable and feasible.
6. Conclusion
Through the in-depth analysis of the causes of the fracture of the front shield of the slurry pump, the shortcomings and shortcomings of the original process were found. By changing the riser form and increasing the overflow measures such as overflow, the casting defects were avoided and the front guard was eliminated. There may be hidden dangers and the service life is greatly extended.
references:
[1] Song volume. Production and standards of steel wear-resistant castings [J]. Foundry Technology, 2010, 6: 776-779.
[2] Li Kuisheng et al. Casting process and principle [M]. Beijing: Mechanical Industry Press, 2008.
About the author: Feng Xiaotong, Shijiazhuang Powerful Pump Group Co., Ltd., engaged in high chromium cast iron process and materials research.