Aluminum Spiral High Speed Door
The Spiral door offers high-speed operation for high-traffic situations and rigid aluminum slat construction that eliminates the need for a second security door. Crisp lines give the Spiral door a stylish look that's great for many types of commercial, automotive retail, government, institutional and industrial applications. The Spiral is ideal for automotive dealerships, government, parking and security. Benefits No metal-to-metal contact reduces wear on the door panel and offers fast, quiet operation.
Aluminum spiral High Speed doors are usually used wherever goods traffic occurs and where the doors have to fulfill special requirements. In the food and beverage industry, or Medical industry for example, special climatic conditions have to prevail; short opening and closing times reduce cooling loss, avoid airflow and enable a smooth operating procedure. They can also be designed in larger dimensions for the mining and aircraft industries.
Aluminum Spiral High Speed Door,Simple Hard Fast Door,High Speed Spiral Door,Metal Hard Fast Door Shenzhen Hongfa Automatic Door Co., Ltd. , https://www.highspeedshutterdoor.com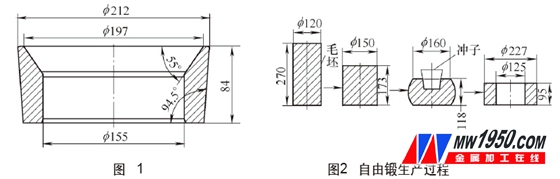
The valve seat (see Figure 1) is an important part of the mine slurry conveying parts. Because it is used in conjunction with the valve cone under complex environmental conditions, it requires high performance strength of the part, and because of its special shape, the forging material It is expensive. The original free forging process has many unfavorable factors such as low utilization rate of raw materials and consumption of processing man-hours. The use of the tire-formed valve seat forgings can not only greatly reduce the consumption of raw materials, but also save processing time for the processing workshop, and greatly improve the mechanical properties of the parts through the formation of the tire mold.
1. Improved process method
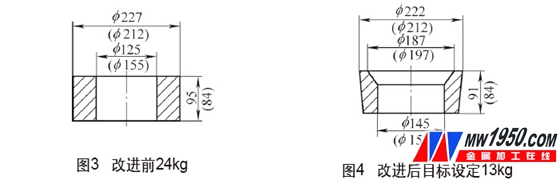
In the past free forging process, the valve seat mainly used free forging, roughing, punching and punching to realize the production of valve seat forgings (see Figure 2). The punching and punching operations repeatedly formed the raw materials. The valve seat forging blank, the net weight of the valve seat is 8kg, and the blanking is about 24kg.
2. Improved process
By analyzing the shape of the valve seat to study the tire forging process, the valve seat forging process design is optimized: according to the actual shape of the valve seat, the forging blank is changed to be closer to the shape of the part, and the raw material consumption is reduced. The improvement target is determined by comparing FIG. 3 and FIG. Develop a mold improvement program.
3. Improved process
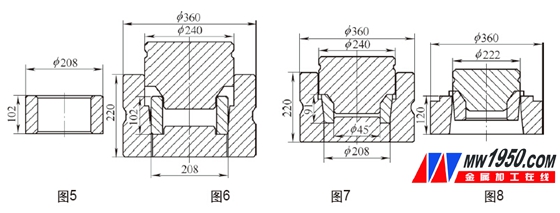
The first line is the pre-forging process (see Figure 5). The blank material is first forged into the shape of the blank of Figure 5 by processes such as upsetting and punching. The second process is the forming process (see Figures 6 and 7). The first pre-wrapped blank is placed in the designed closed mold to fill the cavity with the metal to the required size and shape. The third pass is the final forging process (see Figure 8). The excess flash is removed by the leaky mold to form the final forged blank product.
About the author: Lian Houfu, China Nonferrous Metal (Shenyang) Metallurgical Machinery Co., Ltd., Technology Research Institute.