Everyday, the numerically-controlled lathes belong to the “knife-type†CNC lathes. The machining parts are relatively large, and the author introduces the “going-center†CNC lathes, which are small shaft parts. "Walking-type" CNC lathes are controlled by cam and other transmission systems. The mainstream models are mainly used for the processing of metal bars (hereinafter referred to as bars) of φ 1 to φ 32 mm. It is especially suitable for the production and processing of small shaft parts in medical equipment, watches, automobiles and other precision machining fields. Well-known brands that produce precision CNC slitting lathes abroad include machine tools from Tornos in Switzerland, Citizen in Japan, Tsugami in Japan, Star in Hanwha, and Hanwha in Korea. Machine tools manufacturers such as Jiang Machine Tool, Xi'an Bukchon and Taiwan. The main characteristics of precision CNC slitting lathe are: 1 high processing precision. Compared with the "passing type" lathe, when the lathe turning is carried out, the axial feed of the bar is passed through the center guide sleeve, and the cutting point of the tool abuts against the mouth end of the guide sleeve, and the rigidity is good, thereby eliminating the bar material under the cutting pressure of the tool. The deformation, high processing precision, to ensure the consistency of the machined parts. 2 processing efficiency is high. After the precision CNC slitting lathe is connected with the automatic feeder and the auxiliary device such as the automatic chip remover, a long bar of about 3 m is passed through the upper and lower feeding mechanism, and the tool is clamped once, and the length of the parts is processed according to the needs. It can process several parts, which can realize continuous processing and one-man multi-machine operation, which improves the processing efficiency of parts. 3 The degree of processing is high. The precision CNC slitting lathe belongs to the spindle moving type combined machining automatic lathe. It is equipped with a direct drive spindle and a counter spindle. The independently controlled dual system NC device, the back spindle spindle holder and the power tool can complete the parts and milling at one time. , drilling, tapping, threading and grooving processes, and the ability to back processing (the sixth side of the part). It can greatly shorten the processing time, reduce the secondary clamping in the part processing, and improve the machining accuracy and processing efficiency. 4The precision CNC slitting lathe has a compact structure and the whole machine is light in weight, generally about 1 500 kg, and the floor space is small. (1) Comparison of traditional technology and new technology: Our company is a professional factory that produces general measuring tools. Most of the small shaft parts are used. In the past, these shaft parts were processed, and the traditional techniques used were time-consuming and labor-intensive, and the consistency of the processed parts was poor. , affecting the assembly pass rate. In order to improve product quality and efficiency, the professional factory purchased 4 Tsugami models of B0204 precision CNC slitting lathes in 2012 (see Figure 1, Figure 2), and each model is equipped with one model for each mainframe. It is a Y232 oil film automatic feeder. The maximum speed of the spindle of B0204 is 10 000 r/min, the maximum speed of the secondary shaft is 8 000 r/min, the maximum speed of the power tool can reach 5 000 r/min, the coaxiality of the main and auxiliary shafts is ≤0.003 mm, and the positioning accuracy is ≤0.001 mm. The positioning accuracy is ≤0.002 mm, the main and auxiliary axes can realize the C-axis function, and it is equipped with an angle encoder, which can realize the synchronous control of the main and auxiliary axes and high rotation precision. Because the main and auxiliary shaft parts and moving parts of B0204 have been refined to make them combine high precision and high rigidity, they are especially suitable for continuous machining of high precision small shaft parts, such as precision transmission parts with inner diameter micrometer. The sleeve and the like have the rigidity and precision of the rotation and the cutting, so that the multiple steps of the threaded sleeve can be integrated to ensure the dimensional accuracy, coaxiality and surface roughness of the high-speed rotation and high-speed cutting. Processing requirements. The traditional processing of threaded bushings, including cam slitting automatic car, middle car, pliers, milling and grinding, up to 16 processes, to meet the process difficulties, especially M10 × 1-6g thread and special 1: 10 taper thread Machining, it is necessary to install the front and rear tool holders on the modified CM6125, and turn them through the mandrel. Not only the operator's technical level is high, but also the vision is better. If you don't pay attention, the knife will be cut, and the scrap rate and repair will be repaired. Up to 30%. Due to the high processing precision of the threaded bushing, the qualified rate of the traditional process is low, which seriously affects the balanced production of professional factories. The coaxiality of M7×0.5 mm fine internal thread, M10×1-6g external thread and φ 6H7 inner hole of threaded bushing are 0.01 mm and 0.015 mm, respectively, and the pitch error of internal thread of M7×0.5 mm fine teeth 3 μm, these dimensional accuracy and shape accuracy, through the close cooperation of the B0204 main and auxiliary shafts, using its precision machining characteristics, it is relatively easy to achieve the accuracy requirements of the parts. In addition, the use of radial power knife drilling, tapping and milling can achieve precision machining of tapping M2.5-6H and milling 3 mm × 0.5 mm axial outer circular grooves. Because the inherent high precision of B0204 is transmitted to the machined parts in a certain way, the internal thread axis of M2.5-6H can guarantee the axis of the part perpendicular to the axis of the part, milling 3 mm × 0.5 mm. Align 120° in the circumferential direction of the part. In the B0204 precision CNC slitting lathe, the part can be processed not only once, but also the processed parts meet the process requirements, and the processing efficiency is also greatly improved, and more than 100 pieces can be processed per shift. In the past, the workload of more than 10 people per month can now be completed in one person a week. The structure of the threaded bushing is shown in Figure 3. (2) New process plan and verification: According to the performance of B0204 precision CNC slitting lathe and the structural size and precision requirements of the threaded bushings of the machined parts, the specific problems are analyzed in detail, and the machining plan of the threaded bushings is designed. Select the 1:10 special taper thread for the front and machine on the spindle; select the M10×1 mm external thread for the rear and machine on the countershaft. The spindle machining plan is as follows: the automatic feeder feeds the bar to the main unit. Chuck clamping → use 35° external turning tool flat end face → drill with φ 6.4 mm alloy drill bit → turn M7 thread bottom hole with inner hole boring tool → turn M7 thread with inner hole thread cutter → call 35° outer round car Knife turning special taper thread outer diameter, rough car outer step size, leaving machining allowance, one side 0.5 mm → turning external thread with non-standard external thread cutter → calling φ 30 mm×10 mm×0.5 mm alloy saw blade milling cutter Milling 3 axial outer circular grooves → inner hole size of inner hole boring tool → inner thread M7 internal thread threading machine → inner hole groove cutter fine car inner hole groove to ensure the size of the picture → use 35 °Outer round step size of external turning tool→Use external thread of non-standard external thread cutter to remove burr→Drilling M2.5 center hole with centering drill→M2.5 thread bottom hole with alloy drill bit→M2 .5 Spiral groove tap tapping M2.5 thread → After turning the M10 large diameter with external cylindrical cutter, the outer step size after rough turning, leaving the machining allowance , 0.5 mm on one side → M10 external thread with M10 thread cutter → After the outer round knife is finished with the outer circle step size → M10 external thread M10 external thread is used to remove the burr → the secondary shaft clamp clamps φ 13 The mm outer circle is cut, and the front part of the part is now finished on the spindle. The remainder of the part is then machined on the countershaft. The sub-shaft machining scheme steps are: drilling with φ 5.8 mm alloy drilling → turning the inner hole with the inner hole boring tool to ensure the size of the figure φ 6H7 → turning the inner hole groove with the inner hole groove cutter to ensure the size φ 6.5 mm, processing End. All parts have been processed. The machining program compiled according to this machining plan has been verified that the threaded bushings processed not only have good surface quality and dimensional consistency, but also have high processing efficiency and are worthy of popularization. (1) Selection of processing bar material: It is best to use the easy-cut steel in the B0204 precision CNC slitting lathe, and it is best to use the easy-cut steel, and the straightness should be within 0.1 mm/m, and the roundness should be within 0.02 mm. Steel bar or polished bar. The easy-cut steel grade used to machine this threaded bushing is Y40Mn. Because the cutters on the precision CNC slitting lathe are close to each other, the chips are easily entangled, and the chips of the easy-cut steel are debris, which is not easy to be entangled, and the easy-cut steel has the function of lubricating the tool and can prolong the service life of the tool. . If other types of bars are used, it is recommended to use a high-pressure oil pump to spray the cooling oil device to blow off the chips to avoid chipping. (2) Selection of machining tools: The precision tools used in B0204 precision CNC slitting lathes generally have 12 mm × 12 mm × 120 mm and φ 20 mm × 120 mm machine tools, as well as small solid carbide tools. From the experience of use, Japan's Kyocera precision tools are moderately priced and cost-effective. Small solid carbide tools, such as precision thread knives, precision boring knives, etc., choose Sandvik Coromant's tools. The tool has a long service life and is worth buying. In addition, after the tool has processed a certain number of parts, even if the tool is not damaged, it should be replaced in time. Otherwise, it is very likely that other tools will be damaged after the tool is damaged during the machining process. In addition, when milling 3 axial outer circular grooves and machining φ 6H7 holes, alloy saw blade milling cutter and small solid carbide boring cutter must be used, otherwise the process requirements cannot be met. (3) Special measuring tools required for processing: the inner hole groove in the processing case and the 1:10 special taper thread need to be measured by using a special inner hole caliper and a special through-cone thread ring gauge. (4) Selection of machining fixture and cutting parameters: 1 According to the characteristics of B0204 precision CNC slitting lathe and the accuracy requirements of case pattern, choose non-guide sleeve processing (part length less than 45mm), no guide sleeve processing ratio guide sleeve The processing accuracy is higher. At the same time, the automatic feeder should set enough thrust according to its function and the length of the part bar to extend the main shaft, otherwise the feeding will not be in place. 2 When processing this threaded bushing, special attention should be paid to the correct choice of cutting M7 internal thread and tapping M2.5 internal thread cutting parameters. Turning M7 internal thread, spindle speed selection is 1 000 r/min, cutting speed is 20~22mm/min, The cutting feed rate is 0.5 mm/r, the number of cuttings is not less than 8 times, and the number of cuttings of the M10 thread cannot be less than 8 times. When tapping the M2.5 internal thread, the spindle speed is selected to be 900 r/min, the cutting speed is 6 to 7 mm/min, the cutting feed is 0.45 mm/r, and the number of cuttings is not less than 6 times. Using the B0204 precision CNC slitting lathe to machine the threaded bushings, the 17 tools used in the machine are all used, and the processing effect is good, much higher than expected. This is what the manufacturers who sold the machine tools did not expect. Introducing the above experience and sharing and sharing with everyone, and jointly promoting the application of CNC machine tools is the original intention of writing this article.
Sealand is a trustworthy manufacturer of Microbend Mass Flow Meter, Microbend Mass Flowmeter, Microbend Coriolis Mass Flow Meter, Microbend Coriolis Mass Flowmeter.
Site Selection for Mass Flow Meter Installation Microbend Mass Flow Meter, Microbend Mass Flowmeter, Microbend Coriolis Mass Flow Meter, Microbend Coriolis Mass Flowmeter Zhejiang Sealand Technology Co., Ltd. , https://www.sealandflowmeters.com
Sun Wentian, Director of Micro-components Factory, Harbin Measuring and Cutting Tool Group Co., Ltd. 1. The main characteristics of precision CNC slitting lathe
2. Processing application case of precision CNC slitting lathe

figure 1 
figure 2 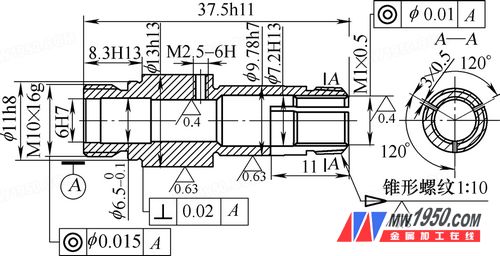
image 3 3. Problems needing attention when machining threaded bushings
4. Conclusion
a) Sensor stays away from mechanical vibration source, for example, pump. Use flexible pipe to connect meter with pipeline if inevitable. The housing of meter must be standalone, out of touch with any other device. There must be 3 times the size of sensor between 2 sensors if there are many flow meters on the same pipeline, to avoid resonance.
b) Do not install sensor on pipeline that easily expands with hot and contracts with cold, especially near expansion joint, which leads to a worse stability.
c) Sensor stays away from industrial electromagnetic field, such as large generator and transformer, better 5m at least. Such device influences the performance of drive coil and pickoffs. Make sure magnetic field intensity less than 400A/m.
d) Sensor shall be installed on lower pipeline, to be easily full of fluid.
e) Make sure Ex-mark meet application requirements if in hazardous area.
f) Build a sunshade if the meter is under direct solar radiation. g) Keep the meter from corrosive liquid.